Case Studies
Discover our customers success stories around the world
Energy and cost savings by retrofitting a state-of-the-art dry grinding separator system in Sebald Zement
Sebald Zement GmbH, a family-owned company in Frankenalb, Germany, was founded in 1860 to produce quicklime from local limestone. It switched to cement production before the 20th century, earning a strong reputation for quality. In 1969, the plant was upgraded with a new mill to improve production and quality, and in 1975, a first-generation dynamic separator was installed. Nearly 50 years later, the company upgraded to a modern separator to boost production, reduce energy consumption, and expand its product range. Cemtec was awarded a contract to replace the dynamic separator in a cement grinding plant in Germany with a third-generation separator (Cemtec CTC-0075)

Challenge
- Poor separation efficiency with 1st generation classifiers
- Production of higher cement qualities, with the existing separator due to restrictions in cut size
- Short time frame for engineering tasks
- Limited space at construction site due to the historically grown plant structure
- Heavy dust emissions by reject belt conveyor
Solution
- Replace the existing separator with a 75000 m³/h Cemtec CTC-0075
- It was used in a closed air circuit with two dedusting cyclones to remove the main part of the finished product from the separator air stream
- Replace the reject belt conveyor from the separator to the mill inlet with an air slide
Result
- The steepness of particle size distribution increased significantly
- Throughput increased by approx. 5% for one cement type and 12.5% for the other after the separator was replaced
- Specific energy consumption decreased by 5.5% and 14%
- The Cemtec CTC series can achieve cut sizes down to 16 µm (98% passing) for producing high-quality cement
First generation dynamic separator
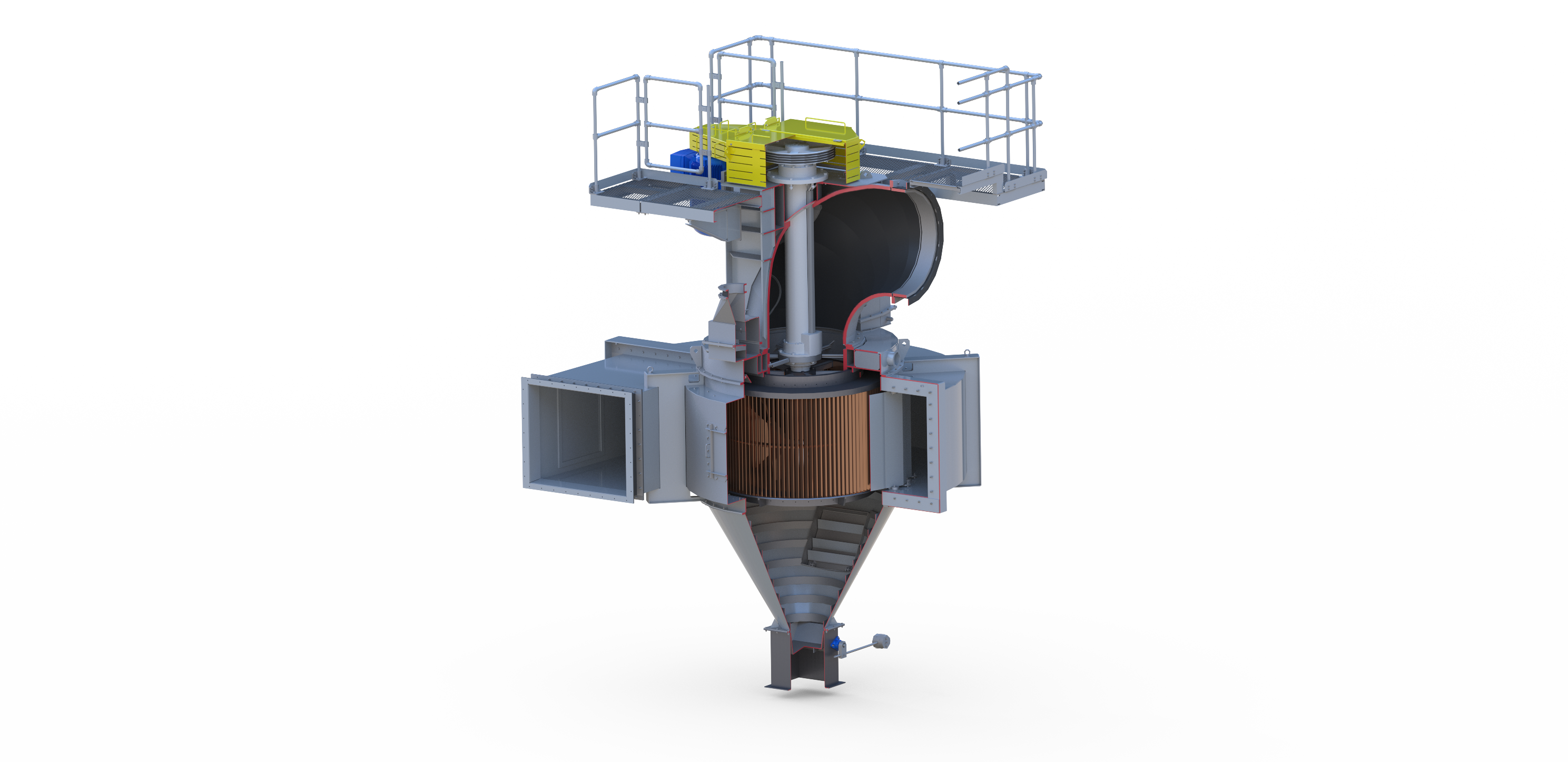
Figure 1 - First generation dynamic separator
Cemtec received a contract to replace the dynamic separator at a cement grinding plant in Germany with a modern third-generation Cemtec CTC-0075 separator. The project involved dismantling the old separator, adapting the existing building and equipment, and installing new systems. With its experience in turnkey plants, Cemtec successfully offered a competitive solution for this challenging project.
Cemtec guaranteed a significant reduction in fines in the reject stream and specific energy input, based on data provided by Sebald Zement. The separator replacement also allowed the customer to expand their product portfolio to higher cement qualities, previously impossible with the old separator due to cut size limitations. The Cemtec CTC series, capable of achieving cut sizes down to 16 µm (98% passing), was ideal for this task.
Specific challenges and proposed solution
The existing cement mill (ø 2.8 x 13.75 m, 1500 kW) was originally equipped with a first-generation Polysius separator in 1975. Based on data from Sebald Zement, it was decided to replace the separator with a 75,000 m³/h Cemtec CTC-0075. The new separator operates in a closed air circuit with two dedusting cyclones and a bag house filter to remove the finest particles. The finished cement is transported to storage via existing equipment. The complete cement grinding line flowsheet, with new and modified equipment in blue and orange, is shown in Figure 2.
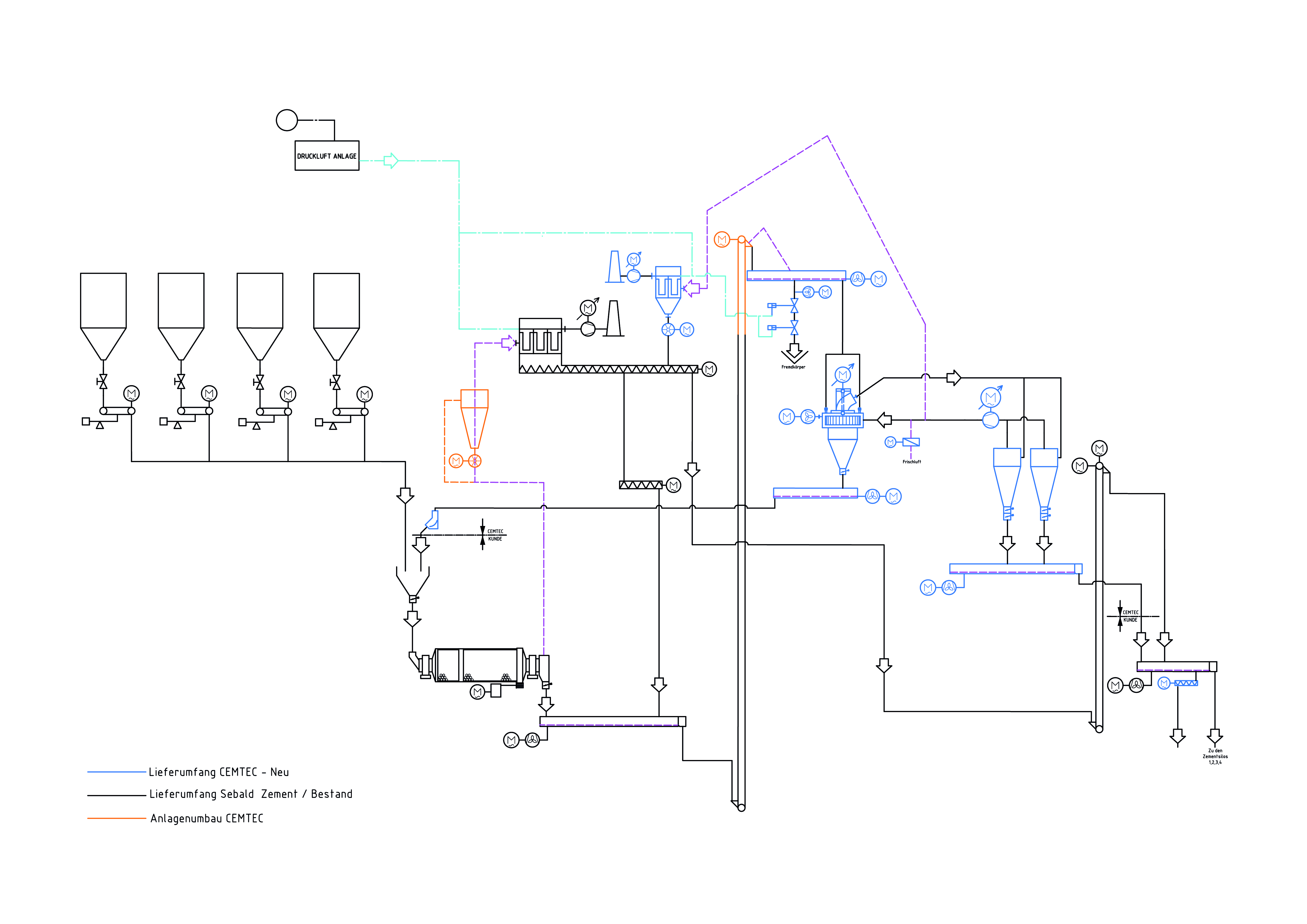
Figure 2 - Flowsheet of complete grinding line
Sebald plant/separator building before retrofit

Figure 3 - Sebald plant/separator building before retrofit
Detail engineering began in May 2019, preparing for the planned 2020 shutdown. The customer decided to replace the reject belt conveyor with an air slide to reduce dust emissions. To accommodate the air slide, the new separator and roof were raised, requiring the lengthening of the 45-year-old bucket elevator to reach the separator's feed height. Additionally, the cyclone in the mill dedusting system was removed to make space for a new filter. A slide scale was also installed at the reject air slide discharge to accurately monitor the circulating load.
The project faced challenges including a tight engineering timeline, limited space due to the plant's historical structure, proximity to train tracks, and a restricted execution window. Despite these difficulties and incomplete documentation of old equipment, Cemtec completed engineering on time in September 2019. All equipment was sourced from reputable European suppliers, meeting the customer’s specifications and quality requirements.
Sampling and initial process conditions
In November 2019, Cemtec conducted a detailed joint investigation to gather a comprehensive comparison. This involved sampling various materials from the grinding plant, including mill outlet, separator fines, separator coarse, filter dust, and finished products for two different cement qualities. They also sampled raw materials like clinker, limestone, and gypsum to get a complete understanding of the grinding line's performance while recording operating parameters and measurement values.
Cemtec's in-house laboratory analyzed the samples and provided a detailed report to the customer. The samples were tested for particle size distributions, and the finished cement's specific surface area was measured using the Blaine method. The results indicated high by-pass ratios for both cement qualities, suggesting significant optimization potential. Figure 4 shows the resulting partition curve for one cement quality. test results were also used to confirm process guarantee values, which helped compare the grinding plant's performance before and after the separator replacement.
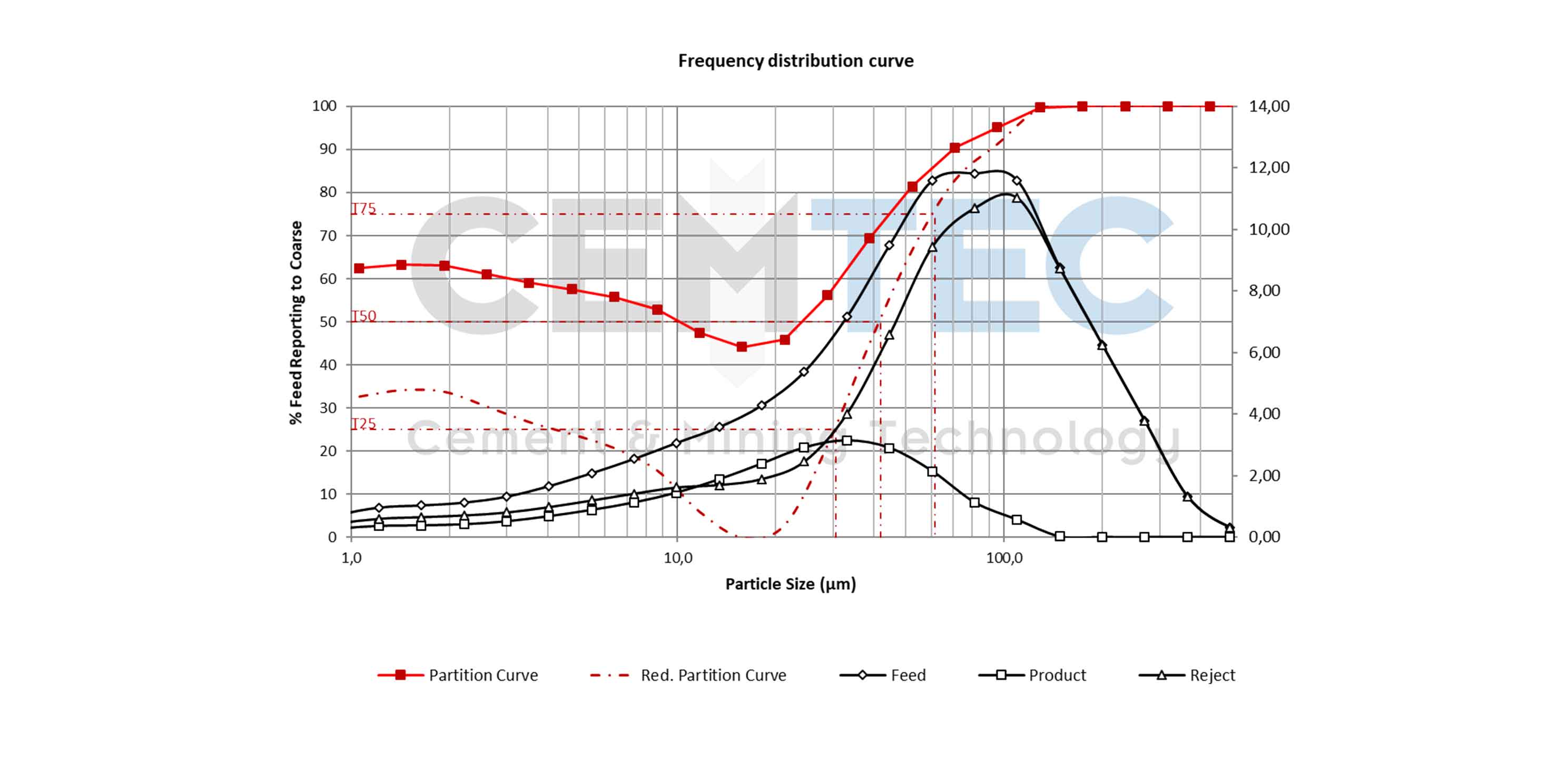
Figure 4 - Partition curve of existing separator
Realisation and work progress

Figure 5 - Third generation separator erection
Work at the plant began as planned in early 2020 with the dismantling of old mill cyclone, removal of the reject belt conveyor, and cladding of the separator building. AGIS, a Cemtec subsidiary, handled all tasks. After the removal of the old cyclone and piping, new dedusting piping from the mill discharge to the filter was installed. By the end of January, most dismantling was complete, allowing the construction of a new steel structure to begin. Simultaneously, the separator air filter assembly took place inside the mill building. Three teams, each with at least three members, worked on-site.
By the first week of February, the new mill dedusting piping and filter were completed, and the steel structure and walkway for the air slide were nearly finished. In the second week, most of the reject air slide was installed, and the new building's steel structure began taking shape. By the end of the third week, the steel structure and platforms were almost complete. In the final week, cyclones and the separator were installed, along with the process piping structure on the new separator building's exterior. The bucket elevator heightening was also finished by February's end.
In the first week of March, the reject air slide and scale were completed, and auxiliary equipment like fans and pendulum flaps were installed. Installation of process piping, steel structure, and platforms was also finished. By the second week, the process piping joints were welded, and more equipment was installed, while the customer's electricians began cabling. Commissioning began in the third week with signal checks and equipment starts, alongside ongoing electrical work. The erection was completed with the separator feed system. The last week of March focused on finishing mechanical work, including painting and cabling. Commissioning of the remaining equipment was completed by April 10, 2020, two weeks behind schedule due to the onset of the Covid-19 pandemic.
Results and Summary
In May 2020, after some time to optimize and gain experience with the new plant, another sampling campaign showed that all guarantee values had been met. Figure 7 shows a comparison between the finished cement product before and after the replacement of the separator. As the diagram shows, the steepness of particle size distribution increased significantly.
The partition curve for one cement type can be seen. The reduction of the global bypass is visible and nearly zero. The replacement of the separator increased throughput by approximately 5% for one cement type and 12.5% for the second type, specific energy consumption accordingly decreased by 5.5% and 14%. All this was achieved at slightly higher Blaine values, so the effect would even be greater at the comparable Blaine values.

Figure 6 - Project completion
Performance Comparison Before and After Separator Replacement
| Cement Type | Throughput [%] | Specific Grinding Energy [%] |
|---|---|---|
| CEM II A-LL 32.5R | 5 | -5.5 |
| CEM II A-LL 42.5R | 12.5 | -14.0 |
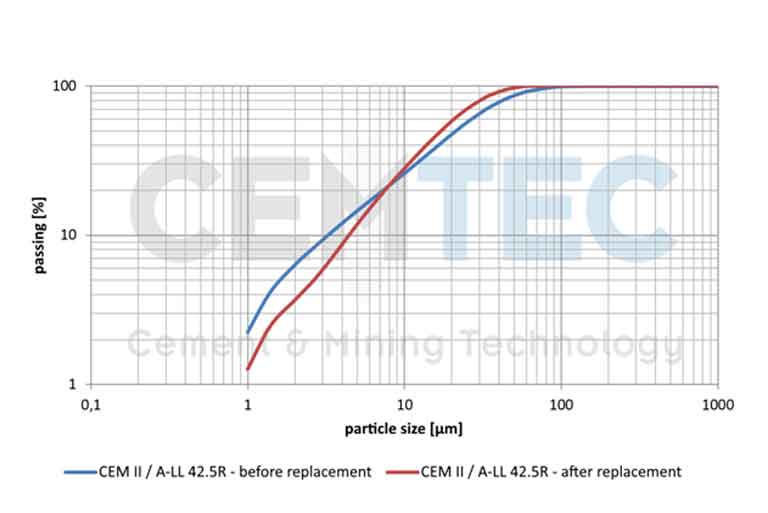
Figure 7 - Comparison of cement particle size distribution
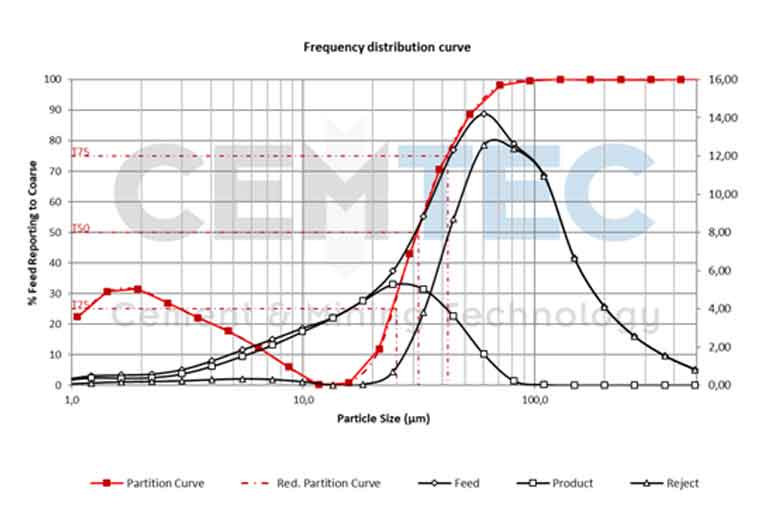
Figure 8 - Partition curve of Cemtec CTC-0075